

 استاندارد API 1104
استاندارد API 1104 بازرسی جوش
بازرسی جوش جوشکاری پلاستیک و ترموپلاستیک ها
جوشکاری پلاستیک و ترموپلاستیک ها هندبوک عملیات حرارتی مواد
هندبوک عملیات حرارتی مواد پوشش های تبدیلی
پوشش های تبدیلی جزوات آمورشی پرتونگاری جوشRTI
جزوات آمورشی پرتونگاری جوشRTI سری کامل استاندارد های ASME
سری کامل استاندارد های ASME Cold and Hot Forging(آهنگری گرم و سرد)
Cold and Hot Forging(آهنگری گرم و سرد) مجموعه جزوات بازرسی رنگ ، سندبلاست و پوشش های رنگ
مجموعه جزوات بازرسی رنگ ، سندبلاست و پوشش های رنگ پکیج ریزساختار مواد فلزی
پکیج ریزساختار مواد فلزی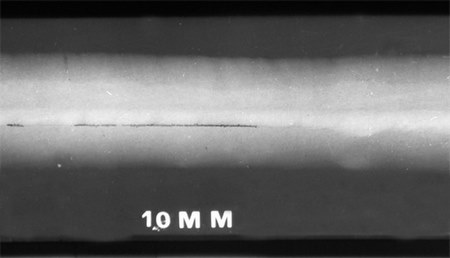 تفسیر فیلم های رادیوگرافی فارسی
تفسیر فیلم های رادیوگرافی فارسیتست راديو گرافي
تعريف RT :بازرسي راديوگرافي روشي از آزمايشات غير مخرب مي باشد که توسط تشعشعات رادیواکتیو يا پرتو ايکس ساختار داخلي قطعات مورد آزمايش را نمایان می سازد .در اين روش اشعه از يک سمت وارد قطعه مي شود و ازسمت ديگر از آن خارج مي شود و اين انرژي روي وسيله اي ( مثل فيلم) ثبت می شود .
اساس بازرسی رادیوگرافی :
1- نفوذ
2- جذب
در این روش باید برای هر قطعه انرژی مخصوصی انتخاب شود که علاوه بر اینکه قابلیت نفوذ و عبور از قطعه را دارا است ، مقداری از آن انرژی به ذرات داخل قطعه برخورد کرده و جذب آن می شوند .
سه قسمت اصلي راديوگرافي :
1- منبع تشعشع
2- قطعه كار
3- فیلم رادیو گرافی
ناخالصي هاي غيرفلزي، حفرات،ترک های جهت دار، انواع عیوب و دیگر ناپیوستگی ها موجب تغییر در مقدار اشعه عبوری می شوند.
مقدار اشعه عبوری از جوش بستگی دارد به :
1-چگالی فلز
2-ضخامت قطعه
3-خواص اشعه
ناصر اصلي در آزمون راديوگرافي عبارتند از:
1- منبع توليد اشعه نافذ، مثل دستگاه اشعه Xيا Υ
2- جسم راديوگراف شونده، مثل قطعه جوش
3- يك وسيله مشاهده يا ثبت، معمولا فيلم (اشعه Υ, X) عكاسي متصل به يك نگهدارنده
4- يك راديوگراف با صلاحيت و آموزش ديده براي توليد اشعه به شكل مطلوب
5- فرد ماهر در تفسیر فیلم رادیوگرافی
6- وسيله اي براي خواندن فيلم يا ديگر ثبات ها
مزيت هاي اين روش:
عدم محدودیت در جنس قطعه جهت رادیوگرافی.
تصوير دائمي.
دقت بالا در آشکار سازی عیوب.
امکان انجام تست بعد از تعمیرات وتکرار تست.
محدوديت هاي اين روش:
دسترسي به دو طرف قطعه مورد نياز است.
عمق دقیق ناپیوستگی ها قابل تشخیص نمی باشد .
خطرناک بودن اشعه های X و Υ
در مقایسه با دیگر روش های بازرسی غیر مخرب گران قیمت تر است
منابع اشعه X
اشعه X مناسب براي بازرسي جوش توسط دستگاه هاي اشعه X ولتاژ بالا توليد مي شوند. ولتاژهاي بالاتر اشعه با طول موج كوتاه تر و شدت بيشتر نیز ايجاد مي كند كه موجب توانايي بيشتر نفوذ مي شود .در لامپ های پرتو X پارامترهایی مانند جریان رشته، ولتاژ و جریان لامپ از متغیرهای مهم به شمار میروند.
منابع اشعه Υ :
اشعه هایي از هسته مواد راديواكتيو كه به آن راديوايزوتوپ گفته مي شود، ساطع مي شود.
سه راديو ايزوتوپ متداول مورد استفاده به ترتیب انرژی عبارتند از كبالت 60، سزيم 137 و ايريديوم 192 .
اصول پرتو نگاري :
در پرتونگاري اصل بر قرار گرفتن منبع توليد پرتو X يا Υ در بالاي نمونه و تابش اين اشعه به آن مي باشد .
فيلم نيز در فاصله كمي از نمونه و در طرف ديگر آن در جهت مخالف تابش پرتو قرار مي گيرد . بعد از تابش اشعه به جسم مقداري از اشعه توسط آن جذب شده و مقداري ديگر از آن گذشته و به فيلم مي رسد
بر اساس دانسيته هاي متفاوت نقاط مختلف نمونه كه ناشي از وجود نقص ها ، ناخالصي ها ، ناهمگني ها و … مي باشد ميزان اشعه هاي متفاوتي از آن عبور كرده و به سطح فيلم مي رسد .
بدين صورت اين ناپيوستگي ها بصورت سايه هايي تيره تر و يا روشن تر از نقاط مجاور بر روي فيلم قابل تشخيص مي باشد .
قسمت هايي از نمونه كه داراي ضخامت كمتر و يا داراي دانسيته پايين تري باشند به دليل آنكه پرتوهاي كمتري را جذب مي كنند در نتيجه پرتوهاي بيشتري به سطح فيلم رسيده و اين نقاط تيره تراز نقاط مجاور ديده مي شوند .
تجهيزات راديوگرافي صنعتي :
تجهيزات حفاظت ضروری : در برابر پرتوهاي يونساز نظير آشكار ساز محيطي برای پرتو هاي X , Υ ,انبر سرس گير کیسه سربی و کانتیر حمل اضطراری
تجهیزات حفاظتی سربی : دستکش سربی,روپوش سربی ,عینک سربی و کیسه سربی
چراغ های گردان : برای مشخص کردن محدوده رادیو گرافی
دانسیتو متر : این دستگاه مقدار دانسیته نور را اندازه گیری کرده و نمایش می دهد .
داروی ثبوت و ظهور :محلولی که در آن فیلم رادیوگرافی را ظاهر می کنند
هنگرها :
IQI:به عنوان شاخص در رادیو گرافی استفاده می شود
1- سیمی
3- سوراخ دار
در نوع سیمی ، هر چه سیم نازک تر و در نوع سوراخ دار ، سوراخ کوچکتر روی فیلم نمایان شود, قابلیت تشخیص جزئیات کوچکتر خواهد بود
دزیمتر و رادیومترها : این تجهیزات نوعی نمایشگر می باشند که بصورت دیجیتال و آنالوگ در دسترس هستند و مقدار اشعه موجود در محیط و یا اطراف شخص را نشان می دهند.
ویوور تفسیر فیلمهای رادیوگرافی صنعتی :
در انواع متفاوت لامپ های LED و مهتابی با قابلیت تنظیم شدت نور
- ابعاد صفحه نمایش: 25 x 7,10 cm
- شدت روشنایی: بیش از 9500 Lux
- وزن: 1.8 kg
انواع روش های پرتونگاری :
سه روش اصلي بازرسي مقاطع توخالي :
تكنيك یک ديواره یک تصوير
تكنيك دو ديواره دو تصوير
تكنيك دو ديواره يك تصوير
روش یک دیواره و یک تصویر :فیلم درون لوله و منبع اشعه خارج از لولهدر پرتونگاري عملي اين روش چندان قابل اجرا نميباشد. در اغلب موارد لولهها از داخل قابل دسترسي نيستند. اين روش اغلب جهت پرتونگاري لولههاي بسيار ضخيم با قطر زياد مورد استفاده قرار ميگيرد.فيلم خارج از لوله و منبع اشعه داخل لولهدر هر موردي كه امكانپذير باشد، اين روش پرتونگاري مورد استفاده قرار ميگيرد.مدت زمان تابش اشعه در اثر كوتاه بودن فاصله منبع اشعه تا فيلم و همچنين نياز به نفوذ اشعه فقط از يك جداره لوله بسيار كاهش مييابد.در اين روش آزمايش منبع اشعه در مركز لوله قرار گرفته، و فيلم پرتونگاري در سرتاسر پيرامون لوله نصب ميگردد، درنتيجه با يكبار تابش اشعه، جوش محيطي لوله پرتونگاري ميگردد.
فیلم خارج از لوله و منبع اشعه خارج از لوله :معمولاً اين روش پرتونگاري بيشتر از ساير روش ها مورد استفاده قرار ميگيرد.از اشكالات عمده اين روش پرتونگاري، كاهش حساسيت تصوير پرتونگاري و طولانيتر شدن مدت زمان تابش اشعه. جهت نفوذ، از دو جداره لوله ميباشد.
اجراي اين روش پرتونگاري به دو بخش تقسيم ميگردد :
دو دیواره و دو تصوير
اين روش در مورد لولههاي با قطر خارجي ½ 2اينچ به كار گرفته ميشود، در اين روش، فيلم پرتونگاري بصورت صاف و مستقيم قرار گرفته و تصوير جوش لوله بصورت بيضوي شكل بر روي فيلم ظاهر ميگردد.
دودیواره و يك تصوير
اين روش در مورد لولههاي با قطر خارجي 4 اينچ و بالاتر به كار برده ميشود و فيلم پرتونگاري بر روي انحناي پيرامون لوله قرار ميگيرد و فقط تصوير يك جداره از لوله بر روي فيلم ثبت ميگردد.
منبع اشعه بر روي جدار لوله قرار گرفته، درنتيجه فاصله آن تا فيلم كوتاهتر ميگردد و از مدت زمان تابش اشعه كاسته ميشود.
بررسی عیوب به کمک تصاویر رادیوگرافی
نفوذ بيش از حد در پاس ريشه (Excessive Penetration – Icicles Drop Thru )
تقعرپاس ريشه ( Suck Back - Internal Concavity- Root Concavity)
تقعرپاس پركننده ( External Concavity - Cap Concavity )
بريدگي در پاس پركننده ( Cap Undercut – External Undercut) )
بريدگي در پاس ريشه ( Root Undercut – Internal Undercut )
حفره هاي پراكنده ( Scattered Porosity )
حفره هاي كرمي شكل (Wormhole Porosity )
حفره هاي خوشه اي ( Cluster Porosity )
حفره هاي رديفي در پاس ريشه (Root Pass Aligned Porosity )
ترك هاي طولي ( Longitudinal Crack )
ترك هاي عرضي ( Transverse Crack)
عدم مطابقت – بالا و پايين بودن ( Hi Lo - Offset or Mismatch)
ناخالصي سرباره اي (Slag Inclusion )
نفوذ ناكافي Incomplete Penetration (IP) Or Lack Of Penetration (LOP)
ناخالصي هاي تنگستن (Tungsten Inclusion)
ناخالصي اكسيدي(Oxide Inclusions)
سوختگي( Burn-Through)
برآمدگي در پاس پركننده Excess Weld Reinforcement ) )
عدم مطابقت به همراه نفوذ ناكافي (Offset With Lack Of Penetration )



 مجموعه فایل های آندایزینگ آلومینیم
مجموعه فایل های آندایزینگ آلومینیم هندبوک های جوشکاری
هندبوک های جوشکاری هندوبوک آزمون جوش به روش آلتراسونیک
هندوبوک آزمون جوش به روش آلتراسونیک معرفی ، انتخاب و طبقه بندی الکترود های جوشکاری
معرفی ، انتخاب و طبقه بندی الکترود های جوشکاری

